Introduction
Manufacturing leaders are dealing with pressures that traditional operations weren't built to handle. Labor costs in US private-industry manufacturing rose 3.4% year over year through September 2025, according to the Bureau of Labor Statistics. On top of that, supply chain disruptions can erase up to 30% of a year's EBITDA over a decade, according to estimates from both Deloitte and McKinsey.
The question most operations leaders are actually asking isn't "should we adopt IoT?" It's more specific: what does it change on the floor, and can we measure it?
This article focuses on the three areas where IoT delivers the fastest, most measurable returns in manufacturing environments — predictive maintenance, real-time quality control, and operational visibility — with data to back each claim.
Key Takeaways
- IoT in manufacturing = connected sensors, machines, and software that collect and act on production data automatically
- Predictive maintenance eliminates costly unplanned downtime by catching equipment problems before they become failures
- Real-time quality control catches defects inline — before they compound into recalls or rework
- Operational visibility delivers live data across the factory floor and supply chain for faster decisions
- Manufacturers who define clear goals upfront consistently report the strongest ROI as benefits build over time
What Is IoT in Manufacturing?
IoT in manufacturing is a network of smart sensors, connected machines, edge devices, and cloud platforms that continuously collect, share, and act on production data — without manual intervention at every step.
It applies across three domains:
- Factory floor — machine health monitoring, assembly line performance, inline quality inspection
- Supply chain — inventory levels, in-transit condition tracking, supplier data feeds
- Facility operations — energy systems, environmental monitoring, worker safety zones
Together, these domains give manufacturers the visibility and control to run operations more predictably and at scale. A temperature sensor on a compressor is just hardware. Connected to an analytics platform that alerts your maintenance team 48 hours before a failure occurs, that sensor becomes an early warning system that prevents unplanned downtime.
Key Benefits of IoT in Smart Factories
The benefits below focus on operational and financial impact. Each maps to outcomes manufacturers already track: cost, uptime, quality, and responsiveness. And while individual benefits can be realised in isolation, their combined effect is what defines a genuinely smart factory.
Predictive Maintenance
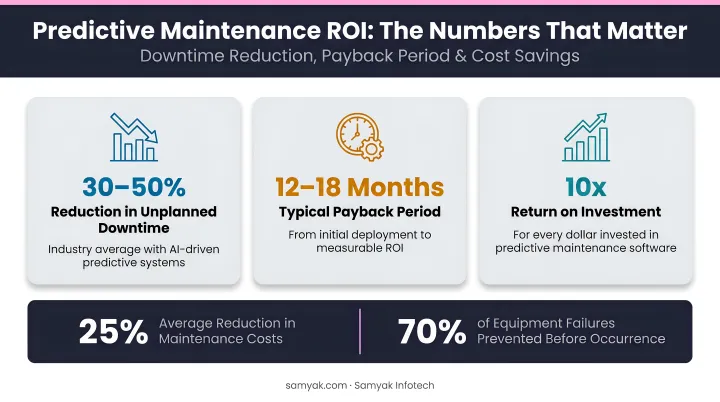
Predictive maintenance replaces calendar-based servicing with condition-based intervention. Sensors measuring vibration, temperature, pressure, and current stream health signals continuously from critical assets. Edge processing identifies anomalies. Alerts reach maintenance teams with enough lead time to schedule repairs — not respond to failures.
The cost gap between reactive and predictive approaches is significant. According to Siemens Senseye's 2024 research, unplanned downtime costs the world's 500 largest companies approximately $1.4 trillion annually — roughly 11% of their revenues. A single idle automotive production line costs $2.3 million per hour. For smaller manufacturers, the top-end figure still reaches $150,000 per hour.
The same research found that predictive maintenance can reduce unplanned downtime by 50% and cut overall maintenance costs by 40%, with large manufacturers typically recouping their investment within three months of deployment.
KPIs directly impacted:
- Mean time between failures (MTBF)
- Unplanned downtime hours per month
- Maintenance cost per unit produced
- Asset utilisation rate
- Overall equipment effectiveness (OEE)
Predictive maintenance delivers the highest ROI in capital-intensive environments — automotive, heavy machinery, pharma, food processing — where a single failure point can halt an entire production line.
Real-Time Quality Control
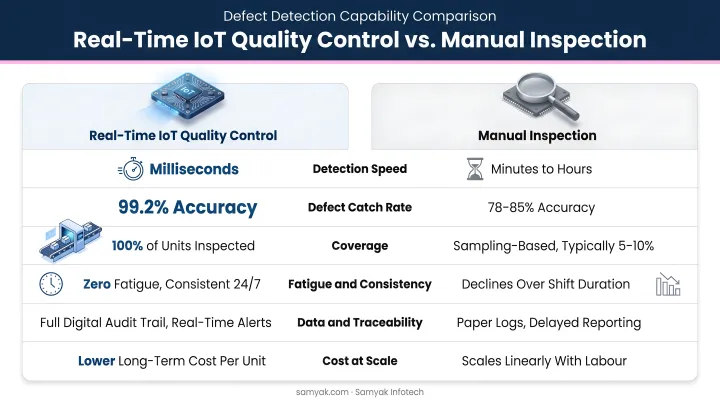
Real-time quality control means IoT sensors and smart cameras monitor product and process parameters — dimensions, pressure, temperature, weld quality — continuously during production, not just at end-of-line inspection. When a deviation occurs, automated systems flag it immediately. Defective items are pulled or halted before they advance to the next stage.
The performance difference versus manual inspection is stark. Camera-based inline inspection at Ford improved defect detection by 90% over manual methods. In high-volume electronics production, 3D vision scanning cut inspection time from several minutes to under one second per unit, per McKinsey's Industry 4.0 research.
Catching a defect at step three of ten is exponentially cheaper than catching it after shipment. Advanced analytics in manufacturing can reduce the cost of quality by 10% to 20%, and the cost of poor quality across manufacturing companies ranges from 5% to 35% of sales dollars — a gap that inline detection directly closes.
In regulated industries — pharma, food, aerospace — real-time process data also supports regulatory documentation. The FDA's Process Analytical Technology framework explicitly calls for timely measurements of critical quality attributes during production, not just at final inspection.
KPIs directly impacted:
- First-pass yield rate
- Defect rate (parts per million)
- Scrap and rework cost
- Customer return rate
- Regulatory non-conformance incidents
This advantage is most pronounced in high-speed, high-volume lines where manual inspection physically cannot keep pace, and in regulated environments where traceability is mandatory.
Operational Visibility and Supply Chain Responsiveness
IoT gives manufacturers a live view of production performance, inventory levels, in-transit shipment conditions, and supplier activity — replacing disconnected data silos with a single operational picture. Connected devices feed real-time dashboards. Inventory sensors trigger automatic replenishment orders. In-transit sensors flag temperature deviations on sensitive cargo. Production data syncs with ERP systems for accurate demand planning.
The business case for this visibility is well-documented. Supply chain disruptions lasting a month or more occur every 3.7 years on average, with cumulative financial losses likely to equal 30% of one year's EBITDA over a decade, according to McKinsey.
Digital supply chain tools — what McKinsey calls Supply Chain 4.0 — can reduce operational costs by up to 30% and cut lost sales by up to 75% by improving responsiveness.
When a supplier delay or stockout risk surfaces in real time, teams act in minutes rather than discovering it hours later in a report. Accenture's supply chain control tower research shows these capabilities reduce inventory by 5% to 15% and improve on-time-in-full performance by 5% to 7%.
KPIs directly impacted:
- On-time delivery rate
- Inventory turnover
- Stockout frequency
- Supply chain response time
- Order fulfilment accuracy
This advantage matters most for manufacturers with multi-tier supply chains, seasonal demand volatility, or products with shelf-life or temperature sensitivity.
What Happens When Manufacturers Ignore IoT
Every year without IoT investment, the operational gap widens. The consequences are predictable and compounding:
- Reactive maintenance costs more. Unplanned downtime erodes throughput and delivery commitments, with repair costs running roughly 40% higher than predictive approaches.
- Defects surface too late. Without inline monitoring, quality failures reach end-of-line or post-shipment — where resolution costs are far higher and recall risk increases.
- Planning runs on lag data. Production and supply chain decisions default to outdated reports or gut instinct, generating waste and missed opportunities that are difficult to measure until the damage accumulates.
- Growth requires proportional headcount. Expanding output without IoT infrastructure means adding manual oversight and inspection staff, rather than scaling through automation.
These operational costs add up fast — and the advantage held by early adopters is quantifiable. WEF Global Lighthouse Network sites, manufacturers operating at the leading edge of IoT and Industry 4.0, achieved 2x to 3x ROI over three years and 4x to 5x ROI over five years compared to conventional operations.
How to Get the Most Value from IoT in Manufacturing
IoT delivers compounding returns when the right foundations are in place — and diminishing returns when treated as a one-time deployment.
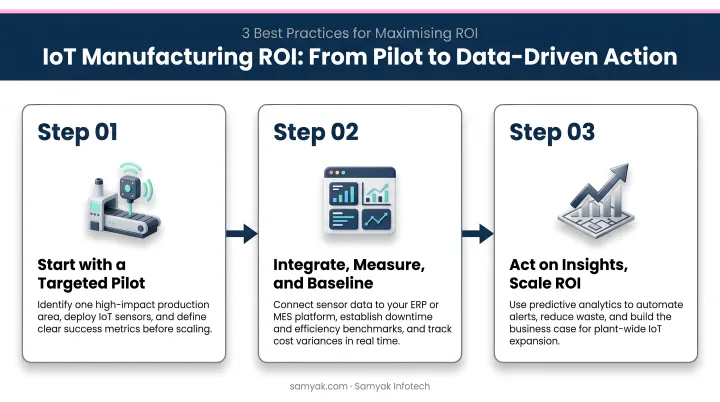
Manufacturers who see the most measurable ROI typically follow three practices:
- Start with a specific, high-impact use case. Predictive maintenance on a single critical line or quality control on one high-volume process generates faster, cleaner ROI than trying to digitize everything at once. A focused pilot also builds internal confidence before broader rollout.
- Define KPIs before deployment. Teams that set benchmarks upfront — MTBF, defect rate, OEE — can measure progress from day one. Without baseline data, "improvement" remains anecdotal.
- Act on the data, not just collect it. IoT platforms that feed dashboards nobody acts on are infrastructure costs, not business investments. The value comes from connecting sensor signals to maintenance schedules, production decisions, and supply chain responses.
Choosing the right IoT development partner matters as much as the technology itself. Samyak Infotech has spent over 25 years building custom software for manufacturing clients, with specific experience in sensor integration, SAP ERP connectivity, and compliance monitoring for pharmaceutical and industrial environments.
When evaluating any IoT development partner, look for:
- Domain expertise in manufacturing processes (not just generic IoT capability)
- Integration depth with existing ERP and MES systems
- Post-deployment support — ongoing model refinement and system monitoring, not just initial handoff
Conclusion
The case for IoT in manufacturing doesn't rest on theory. It rests on the metrics operations leaders are already accountable for: uptime, quality, cost, and responsiveness. Predictive maintenance, real-time quality control, and supply chain visibility represent the three areas where IoT delivers the fastest and most measurable returns — and the data from McKinsey, Deloitte, and WEF supports each one.
IoT benefits compound over time — as data quality improves, models mature, and more of the factory ecosystem becomes connected. Manufacturers who begin with clear goals and act on their data will consistently outperform those holding out for a "perfect" implementation. The factories pulling ahead today started somewhere specific, measured what changed, and built from there.
Frequently Asked Questions
How are IoT solutions used in the manufacturing industry?
IoT solutions in manufacturing connect machines, sensors, and systems across the production floor and supply chain. This enables real-time monitoring, predictive maintenance, quality control, energy management, and supply chain tracking — all feeding into platforms where teams can act on data immediately rather than waiting for periodic reports.
What is an example of an IoT solution for the manufacturing industry?
A common example: production line equipment equipped with vibration and temperature sensors connected to a cloud analytics platform. When sensor readings indicate abnormal wear patterns, the platform alerts the maintenance team before a failure occurs — preventing unplanned downtime before a breakdown triggers it.
Can AI replace IoT?
AI and IoT serve different but complementary functions. IoT is the infrastructure that collects real-time data from physical devices; AI is the analytical layer that interprets that data to generate predictions and recommendations. Without IoT, AI has nothing meaningful to analyze — and without AI, IoT produces raw data that's hard to act on at scale.
What does "IoT connected" mean?
"IoT connected" refers to a physical device (machine, sensor, vehicle, or tool) equipped with communication capability to transmit data over a network. In manufacturing, this means equipment reports its own status, performance metrics, and anomalies in real time — no manual readout required.
What are the 4 types of IoT?
The four broad categories are Consumer IoT (smart home devices), Commercial IoT (healthcare, retail), Industrial IoT or IIoT (manufacturing, energy, logistics), and Infrastructure IoT (smart cities, utilities). Manufacturing primarily operates within IIoT, which carries the strictest requirements for reliability, latency, and security.
What are the 5 C's of IoT?
The 5 C's are: Connection (devices linked via networks), Collection (data gathered from sensors), Computation (processing at the edge or cloud), Cognition (deriving insights through analytics or AI), and Configuration (managing and updating devices remotely). Together they describe the full journey from physical sensor signal to actionable business decision.
Getting Started
Putting this into practice starts with connecting your machines and utilities to a live monitoring layer that turns raw signals into visibility you can act on. Check out our Remote Monitoring System (RMS) to see how that connectivity layer works in practice, feeding the kind of real-time data that supports predictive maintenance, quality control, and stronger operational visibility on the floor.