Smart manufacturing automation is no longer a future consideration for Indian factories — it's the differentiator that separates manufacturers winning new contracts from those defending shrinking margins.
This guide covers what smart manufacturing automation actually means, the technologies powering it, which industries are leading adoption in India, the real barriers to watch out for, and a practical four-step roadmap you can act on.
TLDR: Key Takeaways
- India's smart manufacturing market stands at ₹1.93 lakh crore (USD 23.2 billion) in 2025, growing at 15.7% CAGR through 2033
- Core technologies include IIoT sensors, AI/ML analytics, digital twins, robotics, and cloud/edge computing
- Automotive, pharma, electronics, FMCG, and oil & gas lead adoption, pushed by PLI scheme incentives and tightening global quality standards
- Upfront costs, legacy integration complexity, and skills gaps are the top three barriers; a phased rollout keeps each one manageable
- Start with one focused pilot (predictive maintenance or AI quality inspection) before scaling across plants
What Is Smart Manufacturing Automation and Why Does India Matter?
Defining Smart Manufacturing in the Industry 4.0 Era
Smart manufacturing is the integration of connected technologies — IIoT, AI, robotics, digital twins, and cloud computing — into physical production processes. The goal is real-time monitoring, predictive decision-making, and end-to-end operational optimisation.
That's meaningfully different from traditional factory automation, which controlled machines using fixed, rule-based logic in isolation. A conventional sensor detects a fault and triggers an alarm. A smart manufacturing system detects an anomaly pattern in vibration data three days before a bearing fails — and automatically schedules maintenance before the line goes down.
The shift is from machines that react to instructions to systems that learn, adapt, and act.
India's Smart Manufacturing Market: Scale and Momentum
According to Grand View Research, India's smart manufacturing market generated USD 23,226.6 million in revenue in 2025 and is projected to reach USD 78,049.7 million by 2033 at a 15.7% CAGR — representing 5.7% of global smart manufacturing revenue.
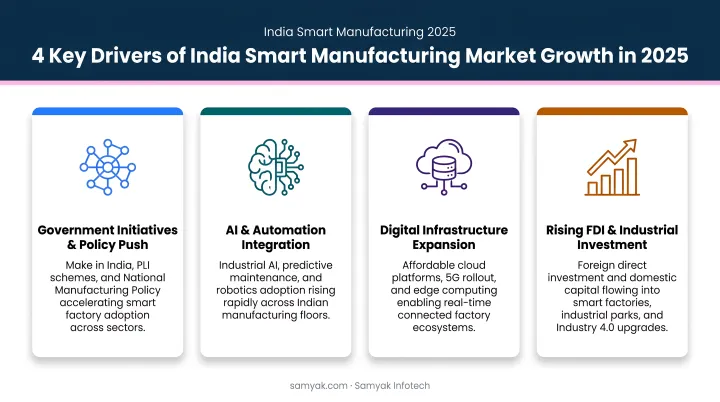
Several structural factors explain this trajectory:
- Over 1.5 million engineering graduates produced annually, building a deep talent pool for industrial technology roles
- A broad manufacturing base — from large automotive plants to mid-market pharma units — serves as a real-world testbed for automation at scale
- The PLI scheme has deployed INR 1.97 lakh crore in incentive outlay across 14 sectors, with roughly INR 1.76 lakh crore in realised investment by 2025
- 4.69 lakh 5G base stations now cover 99.6% of districts, with enterprises eligible to set up private 4G/5G networks for secure, low-latency industrial use
For manufacturers, PLI's compliance requirements are as consequential as its financial incentives. The scheme's investment targets and audit requirements are accelerating automation adoption faster than pure market demand alone would drive.
Core Technologies Powering Smart Manufacturing Automation in India
IIoT and Connected Machine Networks
IIoT forms the data backbone of any smart factory. Sensors and connected devices on machines generate continuous streams of real-time data (temperature, vibration, pressure, output rates) which feed centralised dashboards and AI systems for analysis.
Unlike consumer IoT, industrial IoT operates under strict requirements for reliability, latency, and industrial-grade durability. The ITU-T Y.4228 standard defines the framework for IIoT infrastructure in smart manufacturing, covering security and reliability requirements specific to production environments.
Predictive maintenance is one of IIoT's highest-value applications. McKinsey research shows predictive maintenance typically reduces machine downtime by 30–50% and extends machine life by 20–40% — figures that reshape the economics of unplanned stoppages entirely.
A typical IIoT deployment for an Indian manufacturer follows a multi-layer architecture:
- Field layer: HMI/PLC controls, temperature and humidity sensors, IoT gateways
- Connectivity layer: GSM, Wi-Fi, and Ethernet protocols
- Software backend: Cloud-hosted platforms with encrypted storage and role-based access
- Analytics layer: Dashboards, alert systems, and AI/ML models processing incoming data
Samyak Infotech's Remote Monitoring System (RMS), for instance, deploys this architecture for manufacturing clients : providing 24/7 monitoring of critical parameters with instant alerts for deviations, and a Store and Forward queuing mechanism that buffers data locally during network interruptions.
AI, Machine Learning, and Intelligent Analytics
Raw IIoT data is only valuable when something intelligent processes it. AI and ML models identify patterns across production data, optimise schedules, flag quality defects in real time, and trigger autonomous adjustments — shifting manufacturers from reactive to proactive operations.
The challenge is that generic off-the-shelf AI tools rarely fit the specific workflows of Indian manufacturers. A pharmaceutical packaging line has fundamentally different data structures and failure modes than an automotive stamping press.
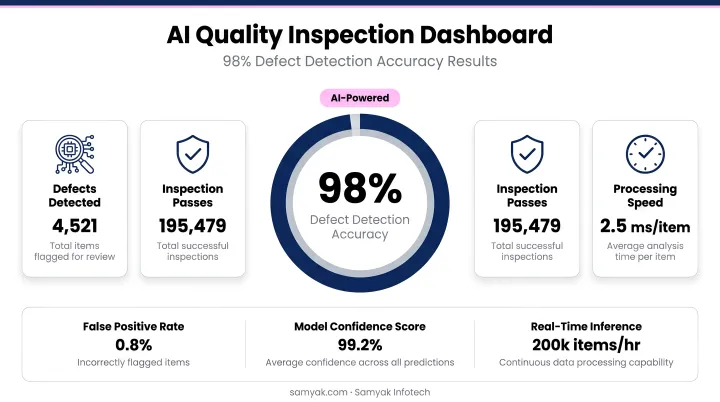
Custom AI development bridges this gap. Samyak Infotech builds tailored AI layers using TensorFlow, PyTorch, and Scikit-learn, with computer vision capabilities using convolutional neural networks for quality inspection applications. Their documented AI quality inspection implementations have achieved 98% defect detection accuracy and 60% reduction in inspection time — and their predictive analytics solutions have produced a 40% reduction in unplanned downtime for manufacturing clients.
These systems integrate with existing production infrastructure through industrial protocols including Modbus, Profinet, and OPC-UA, with middleware handling data validation and contextualisation before information reaches ERP systems like SAP.
Digital Twins, Cloud, and Edge Computing
A digital twin is a virtual replica of a production line or piece of equipment. Manufacturers use them to simulate process changes, test new product variants, and validate line configurations without touching physical systems or risking production disruption.
The value in an Indian context is clear: MG Motor India's use of Siemens IIoT with Plant Simulation to create a closed-loop digital twin resulted in a 15% throughput increase, with MindSphere analytics identifying root causes of production losses that would have taken weeks to diagnose manually.
Cloud computing provides scalable data storage and remote access to production analytics. Edge computing handles on-premise processing for decisions that need millisecond response times — necessary where cloud latency is too slow for real-time machine control. The two work together as complementary layers in smart factory architecture.
Key Industries Driving Smart Manufacturing Adoption in India
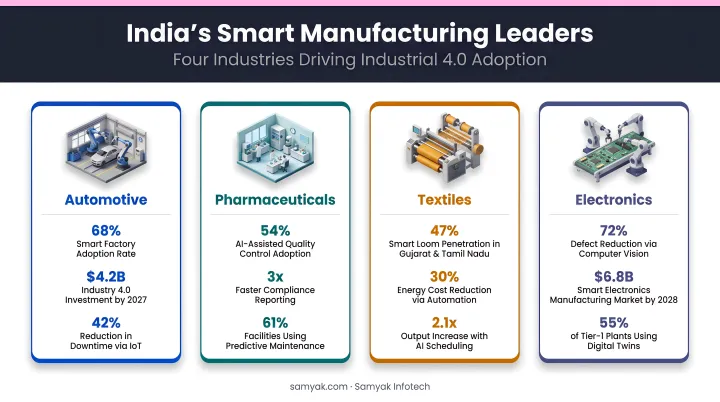
India's manufacturing sector spans a wide range of process types, regulatory environments, and scale requirements — and each has shaped its own automation priorities. Four sectors are leading adoption:
Automotive leads as the most mature segment. India installed 9,100 industrial robots in 2024 — up 7% year-on-year, ranking sixth globally — with automotive accounting for 45% of domestic installations. Robotic welding, assembly automation, and real-time quality inspection are now standard for PLI-linked OEM supply chains. The auto PLI scheme alone attracted INR 67,690 crore in committed investment.
In Pharmaceuticals and FMCG, automation is less a choice and more a compliance requirement. India's Schedule M GMP regulations mandate validated equipment, electronic data processing controls, and tamper-proof audit trails. Core use cases include:
- Track-and-trace serialization across the supply chain
- Precision dosing and batch record automation
- Packaging line controls with real-time rejection monitoring
The pharma PLI generated INR 2.66 lakh crore in sales in its first three years — creating significant capital for plant modernisation.
Oil, Gas, and Utilities relies on process safety automation, DCS, and SCADA systems for continuous-process operations. India's petroleum pipeline regulations explicitly require SCADA integration with pipeline control rooms, making automation a compliance baseline for operators like Indian Oil.
Electronics is the fastest-growing segment, driven by India's semiconductor push. The LSEM PLI had 32 beneficiary companies producing INR 11,01,813 crore in output by early 2026. Smartphones became India's top exported commodity in 2025. Six semiconductor manufacturing projects are now in execution — each with global OEM quality mandates that require automation-grade inspection and traceability systems.
Key Challenges Indian Manufacturers Face
Most smart manufacturing projects don't fail because the technology doesn't work — they fail because the implementation approach doesn't match the organisation's starting point. Three barriers account for most failures:
High upfront costs and legacy integration complexity
Sensors, software licences, connectivity upgrades, and integration consulting represent significant capital outlay. More technically complex is connecting smart systems to older machines using proprietary industrial protocols. Start with one production line or one use case, prove ROI, then fund subsequent phases from the savings generated.
Skills and talent gaps
Smart manufacturing demands expertise in data analysis, AI, cybersecurity, and OT/IT integration that most shop floor teams weren't trained for. India produces 1.5 million+ engineering graduates annually, yet a significant portion aren't immediately ready for specialised industrial AI roles. Two approaches close the gap:
- Deploy low-code tools (such as Power Automate or FlowBuilder) so existing OT/IT staff can manage AI and IIoT systems without deep programming knowledge
- Partner with external technology specialists rather than competing for scarce in-house talent
Cybersecurity risks from increased connectivity
Every connected machine is a potential entry point. As factories connect more devices to cloud systems, the attack surface expands. These are baseline requirements for any smart manufacturing deployment:
- Network segmentation to isolate OT from IT systems
- Encrypted data protocols across all connected devices
- Role-based access control limiting exposure at the user level
- Real-time threat monitoring to detect anomalies before they escalate
A Practical Roadmap: From Legacy Operations to Smart Factory
Step 1: Assess Current State and Define Clear Goals
Before selecting any technology, conduct a systematic audit of existing production processes. Identify where manual bottlenecks, quality failures, and unplanned downtime are most costly. Set measurable targets — reduce downtime by X%, cut defect rate by Y% — so you have clear criteria for evaluating whether your automation investment is working.
Without this baseline, you're optimising blindly.
Step 2: Start with a Focused Pilot Project
Pick one use case. Deploy IIoT sensors for predictive maintenance on your most critical machinery, or implement an AI-based quality inspection system on a single production line. A focused pilot:
- Limits financial risk while generating real ROI data
- Builds internal confidence and operator familiarity
- Identifies integration challenges before they become plant-wide problems
- Creates the business case for board-level investment in broader rollout
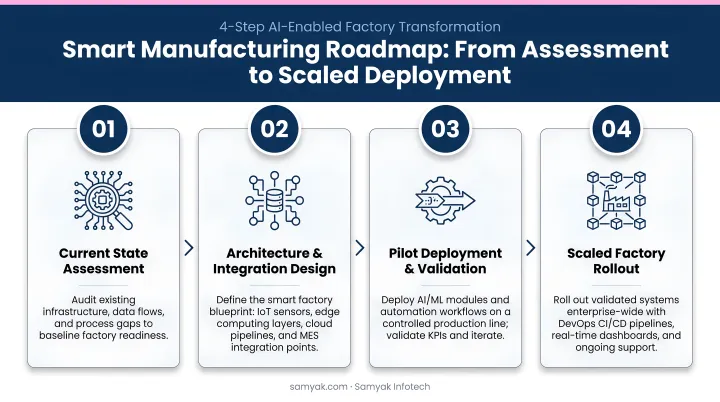
Step 3: Build the Data and Connectivity Infrastructure
A successful pilot reveals what infrastructure you actually need. The priority is a centralised digital data layer:
- Standardise communication protocols across machines (Modbus, OPC-UA, Profinet)
- Establish a cloud or edge data repository with appropriate redundancy
- Ensure all connected systems can share data in real time
This infrastructure layer is what all subsequent AI and automation applications depend on. Cutting corners here creates compounding technical debt as you scale.
Step 4: Choose the Right Technology Partner and Scale Strategically
Evaluating a technology partner for smart manufacturing comes down to three things: manufacturing-sector depth, the ability to build custom software that integrates with your existing systems, and a documented track record with comparable clients.
Samyak Infotech has over 25 years of custom software and AI development experience, with manufacturing clients including Masibus, Thermolab, Akums, Indian Oil, and BASF. Their work spans custom industrial software, IoT integration, and AI/ML solutions that connect factory-floor systems to enterprise platforms. For manufacturers moving off legacy operations, that kind of hands-on integration experience matters more than a broad feature list.
Scaling should follow demonstrated pilot success. Replicate what works across additional lines, plants, or processes, refining continuously with real production data rather than trying to automate everything at once.
Frequently Asked Questions
What is smart manufacturing automation?
Smart manufacturing automation combines IIoT, AI, robotics, and cloud technologies to connect machines and production processes — enabling them to monitor performance, predict failures, and optimise output in real time. Unlike traditional rule-based automation, these systems learn from production data and adjust autonomously.
How large is India's smart manufacturing and industrial automation market?
India's smart manufacturing market reached USD 23,226.6 million in 2025 and is projected at USD 78,049.7 million by 2033 at 15.7% CAGR. The broader industrial automation market stands at USD 8.22 billion, growing at 8.17% CAGR. The PLI scheme, engineering talent pipeline, and Make in India policy are the primary structural drivers.
What are the main technologies used in smart manufacturing?
The core stack includes IIoT sensors, AI/ML analytics, digital twins, industrial robotics, edge and cloud computing, and 5G connectivity. Custom software ties these layers into a unified production intelligence system, since off-the-shelf tools rarely map cleanly to specific manufacturing workflows without heavy customisation.
What are the biggest challenges of implementing smart manufacturing in India?
High upfront investment, legacy system compatibility, a shortage of specialised OT/IT talent, and cybersecurity risks from increased machine connectivity are the most common barriers. A phased implementation approach with an experienced technology partner who handles integration complexity reduces these risks considerably.
How much does it cost to implement smart manufacturing solutions in India?
Costs range from the low lakhs for basic IIoT monitoring at MSMEs to the crore range for full-plant digital transformation at large manufacturers. ROI is measured through reduced downtime, lower defect rates, and energy savings; most manufacturers see measurable returns within 12–18 months of a well-scoped pilot.
Which industries in India are leading smart manufacturing adoption?
Automotive, pharmaceuticals, FMCG, electronics, and oil & gas lead adoption. Automotive and electronics are seeing the fastest growth, driven by PLI incentives, global OEM quality requirements, and India's ambition to become a major electronics exporter — evidenced by smartphones becoming India's top exported commodity in 2025.
Where to Start
For manufacturers weighing where to begin modernising, visibility is usually the first piece to get right. A Remote Monitoring System (RMS) gives live visibility into machines, utilities, and plant conditions, so issues surface early instead of after a line goes down. Once that data is flowing, FlowBuilder helps digitise the approvals, quality checks, and shift handovers that sit around production, replacing paper logs and scattered spreadsheets with a single connected record. Neither is a full transformation on its own, but together they cover a lot of the ground legacy operations tend to struggle with.